The famous quote from the Old Articulator seemed rather fitting. It's been 2 months since the last posting. I didn't die, and I didn't lose interest and stop working on the car!
A LOT has gone on between the end of May and now. Both on the car, and enough Non-Chevy stuff has gone on to keep me from being in the garage quite as much as I'd like. Let's take it from Late May:
On race day (for those of you who did not grow up in Indianapolis, the term "race day," used by itself means only one thing: The Sunday before Memorial Day.) We made our annual pilgrimage to our favorite car show: Beatersville in Louisville Kentucky. Held in a historic district on Louisville, the show centers around the Phoenix Hill Tavern, which dates back to the 1800's. A beautiful setting for a show, and the cars are always winners
This beautifully done 1952 Chevy won "Beater of the Year" for 2011. It has a lot of restyling cues that I will use on our '51.
Beatersville energized me for our build, as a good show always will. Soon, I had welded up all of the seams in the front footwell area solid (You saw them tacked in the last posting)
At about this time, the steps to our deck started to come apart. I'd been planning a major overhaul to the deck since we bought the house, but now it was time to start. And of course, this ate into a lot of my garage time. I tried to split time effectively, but the deck has been taking precedence. I'm doing the deck in stages. The cost of lumber is so astronomical, I have no desire to lay out all the cash at once. I guess I do everything on a shoestring budget.
Also, in mid June, I recieved my third major insult from my employer in the past 12 months. It was becoming clear that they did not have any appreciation of me (which I really couldn't care less about), and that things were going to continue to decline as long as I remained there (which I DID care about). So, I started searching for a replacement job, and within 48 hours, my phone was exploding with interested prospective employers. So now, on top of working full-time, being a husband and father, taking on a semi-major home renovation and actively seeking new employment- car time was dwindling.
The weekend after Father's Day is always the very best car show in Central Indiana- The Road Rocket Rumble. As always, it was entertaining, enlightening, and inspirational.
Entertaining: This 1950 Pontiac was nearly perfect.
Enlightening: I've been trying to find the perfect taillights for my car. How nice do these 1951 Oldsmobile taillights look? Not only do they look great, they are an easy fit to a '51 Chevy. In fact, the car you see this taillight on is a '51 Chevy.
Inspirational: This scary looking 1952 Bel Air showed me something for my car. It has had complete footwell replacement, and when they were replaced, the upper cowl braces were left off with no ill effects. This got me thinking.
Back to our car for a bit. That scary loking '52 Bel Air got me to thinking. It was doing fine (structurally) with no upper cowl braces at all. The ones I had made were close to original size, and were strong as could be. But how necessary are they? Based on what I'd seen, coupled with the fact that my work on the bottom of the car has been done with thicker metal than original, I decided that I could do fine with a scaled down version. Instead of the multiple piece units you saw me with in the last post, I made some smaller, simpler ones. Instead of the fabricated vertical channel, I went with just using the bead roller.
And here is the driver's side all welded in. The lower profile brace will pay dividends later when it comes time to do the interior.
By mid-July, the job search was over. I'd found a day shift position for a couple of sheckels more and also offering tuition reimbursement. All to the good! I gave my two week notice to Redcats the night before we left for our annual camping trip in celebration of 51Kid's birthday.
On the way to the camping trip, we were forced through three separate detours for road construction. This wasn't all bad, as the last one forced us to drive through Logansport, instead of around it. 51Chick is from Logansport, so we'd driven past the repair shop that always has 40 or so old cars for sale or parts, but we'd never seen anything we could use there.
Until that day
He didn't even have it unloaded from the trailer yet. Do you see what I see? A PERFECT driver's side fender. The inner fender was just as perfect. I had no tools with me, and we did not have room for the fender in the family truckster with all of the camping gear. BUT- I had cash! And I needed this fender BAD.
Well, the lot owner was more than happy to loan me the tools I needed, and an hour later, I was peeling off $200.00 for this piece of wonderfulness. Fenders like this do not come along every day, and for the condition, the price was acutally very good. The 51Mother-in-Law lives only a few blocks away. She loves old cars in general, and her first car was a '51 Chevy. She agreed to let me store the fender at her place for a few days until I could come back for it. We tossed the fender on top of the camping gear, and we rode through town for a few blocks with the hatch open, and me in the back seat holding on to our prize, "Beverly Hillbillies" style.
Back to squeezing in a bit of time for the car, I installed the repaired lower cowl brace, and began some of the repair work on the cowl itself.
At this point, I realized that I really need to get the inner rocker panel made and installed so that I can finalize all of these repairs. Since I'm making everything myself, I need to mock up the outer rocker in place to verify exactly where everything should be. And, in order to mock up the outer rocker, I first need to mock up the front of the quarter.
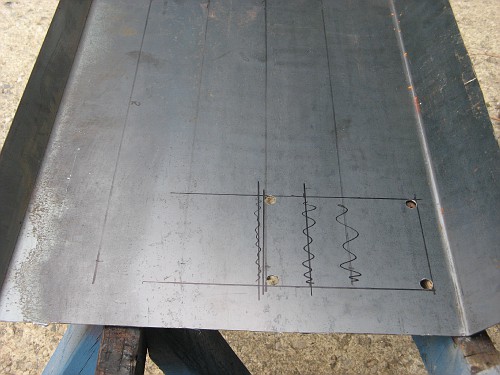
So, I used the replacement quarter to mark off some lines, then got out the zip wheel!
Oh yeah- we're definitely getting into outer sheetmetal work, now!
Inside the old rear quarter. Nice roof flashing, pop rivets and "pottery work" with bondo. If your bodywork resembles this: you're doing it wrong.
So, the new job has started. It's going to take me a week or two to adjust to days after ten years of off-shift work, but I'm hoping that I can squeeze in more car time with the new schedule. We also upgraded from a nice point and shoot digital camera to a VERY nice DSLR, so the photo quality should get better, And, the new camera lends itself to artistic stuff, so If I can manage to acuire some skills, I should be able to produce a neat car picture or two.